
PM1022 Bench Lathe CNC Conversion
Z Axis Bearing Block
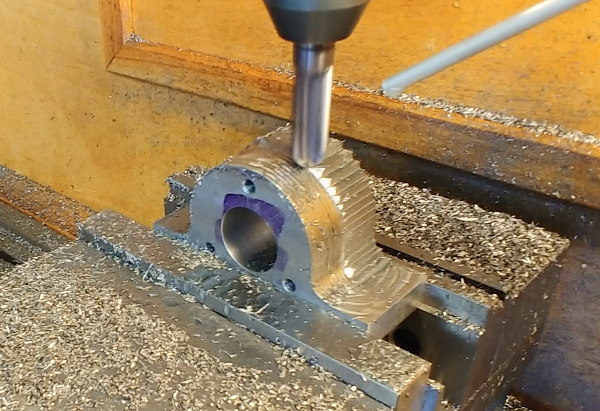
The bearing block for the Z axis is near the tailstock of the lathe. It contains two angular contact bearings keeping the ball screw from moving laterally. The first block I machined was held sideways so a 2D tool path could be used. I first cut the bearing seat on the lathe, then cut the outside profile on the mill. It was easier to hold this way. However, as it was made from cold rolled steel the bearing bore deformed enough cutting the outside that the bearings no longer fit. On the second try I first annealed the cold rolled block. Then cut the bearing bore undersized, used a 3D cutting path for the outside and finally, when the outside was done, it was back to the lathe to finish the bearing bores. The picture below shows the finishing cuts.
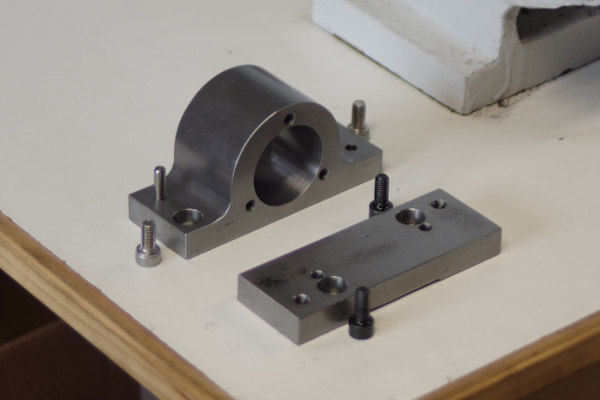
A little work on the belt sander gave a nice finished part. The two part construction allowed use of the original holes in the bed casting, although new holes were drilled for pins.
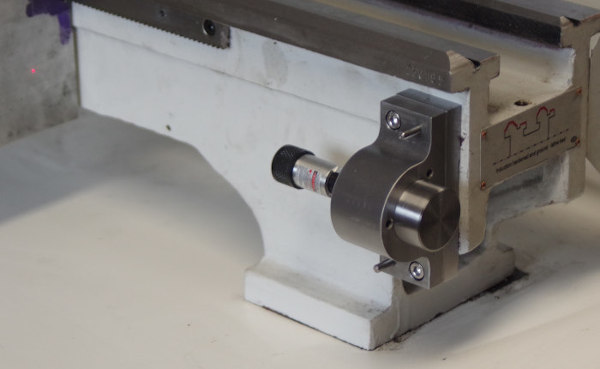
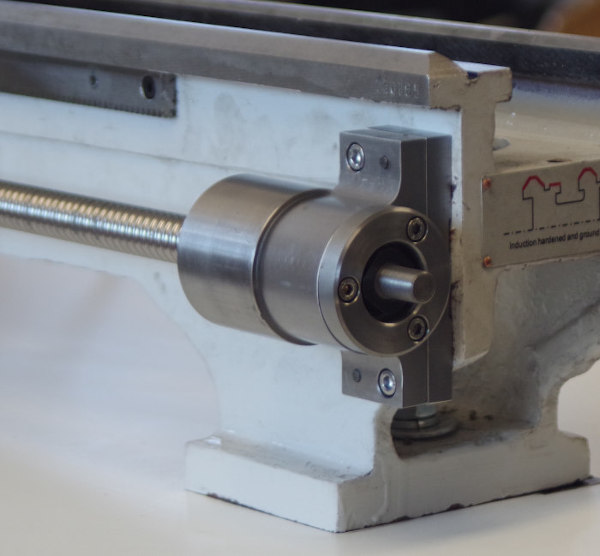
The picture just below shows how the bearing block fits onto the bed casting. In this picture a tight fitting plug is seen with a laser mounted out the end of the bearing block. This was used to align the bearing block and to locate holes in the apron and the head stock box. The second picture shows the bearing block assembled and mounted on the bed casting. The large cylinder on the end of the bearing block is to hold one end of a spiral spring cover.
Two spiral springs cover the ball screw on each side of the apron to hopefully keep crud out of the ball screw.